

1. Czym jest zaciskanie?
Zaciskanie to proces polegający na wywieraniu nacisku na powierzchnię styku przewodu i końcówki w celu jego uformowania i uzyskania ścisłego połączenia.
2. Wymagania dotyczące zaciskania
Zapewnia nierozłączne, niezawodne, długotrwałe połączenie elektryczne i mechaniczne pomiędzy końcówkami zaciskanymi a przewodnikami.
Zagniatanie powinno być łatwe w wykonaniu i obróbce.
3. Zalety zaciskania:
1. Strukturę zaciskania odpowiednią dla określonego zakresu średnic drutu i grubości materiału można uzyskać na podstawie obliczeń
2. Można go używać do zaciskania przewodów o różnych średnicach, regulując jedynie wysokość zaciskania.
3. Niskie koszty uzyskane dzięki ciągłej produkcji metodą tłoczenia
4. Automatyzacja zaciskania
5. Stabilna praca w trudnych warunkach
4. Trzy elementy zaciskania
Drut:
1. Wybrana średnica przewodu spełnia wymagania dotyczące zastosowania końcówki zaciskowej
2. Odizolowanie spełnia wymagania (odpowiednia długość, brak uszkodzeń powłoki, brak pęknięć i rozdwojeń na końcu)

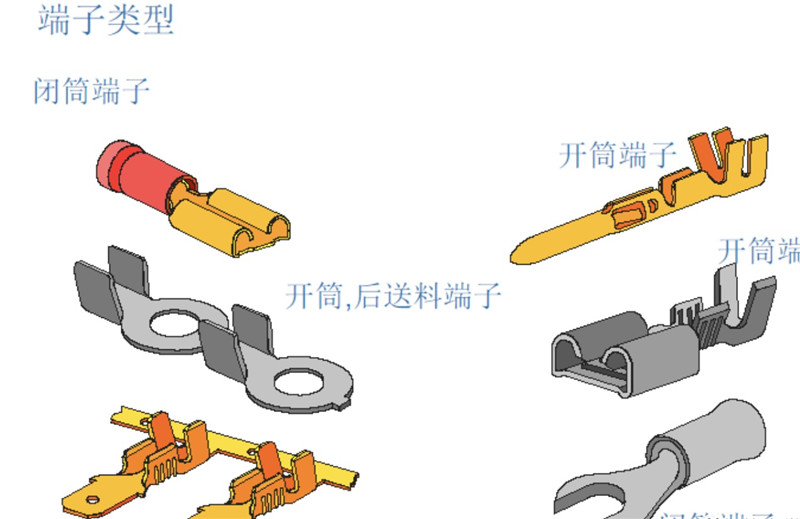
2. Terminal
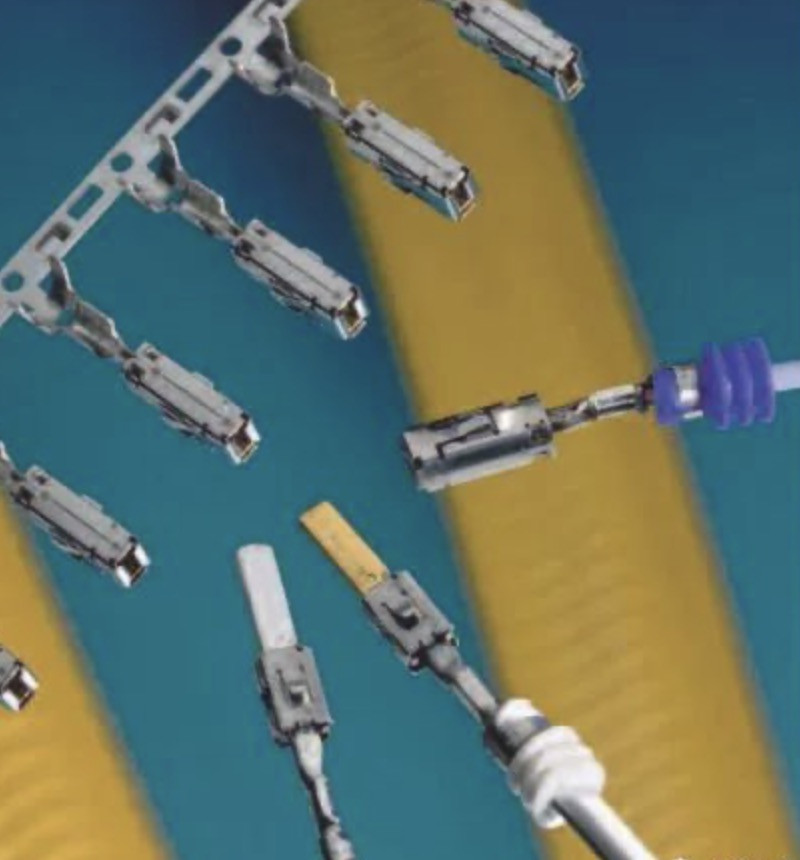

Przygotowanie zacisku: Wybór końcówki
Przygotowanie zacisku: Wymagania dotyczące zdejmowania izolacji
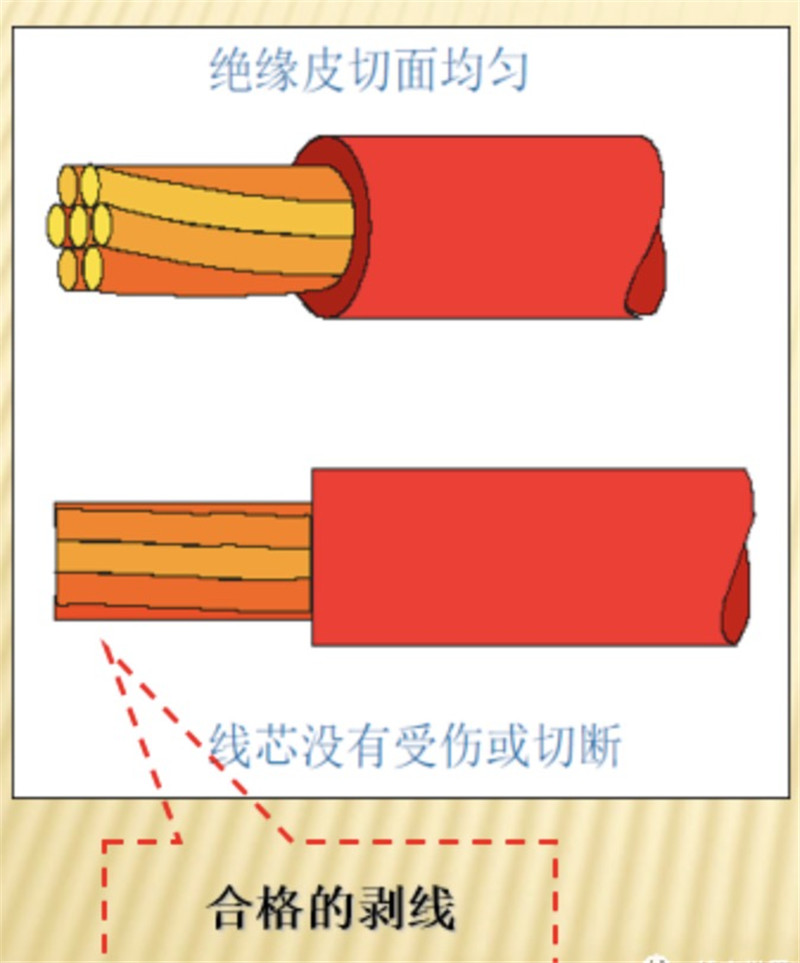
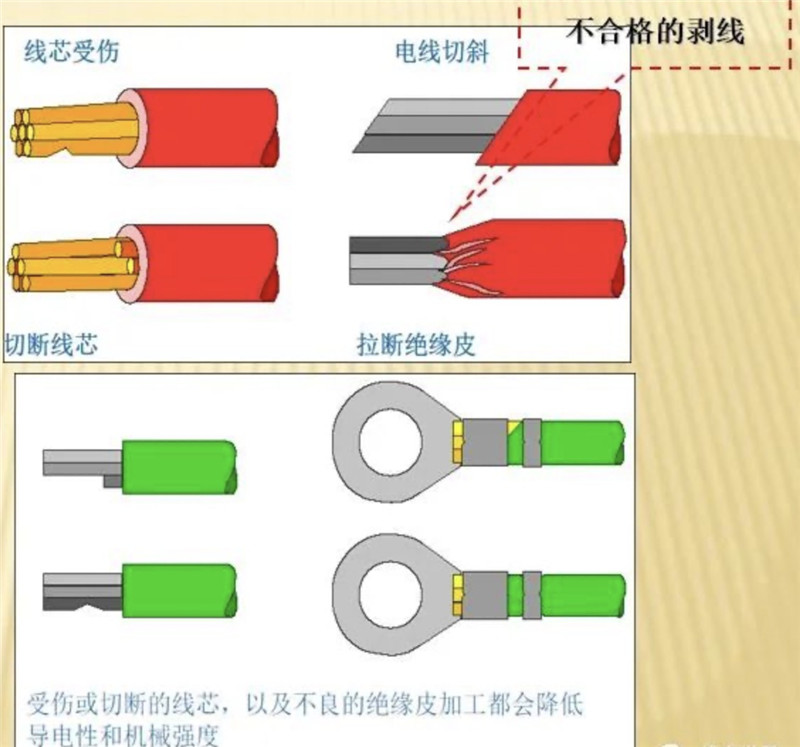
Podczas zdejmowania izolacji z przewodów należy zwrócić uwagę na następujące ogólne wymagania
1. Przewody (0,5 mm2 i mniej, o liczbie żył mniejszej lub równej 7 rdzeniom) nie mogą być uszkodzone ani przecięte;
2. Przewody (0,5 mm2 do 6,0 mm2, o liczbie żył większej niż 7 drutów rdzeniowych), przewody rdzeniowe są uszkodzone lub liczba przeciętych drutów nie przekracza 6,25%;
3. W przypadku przewodów (powyżej 6 mm2) uszkodzony jest rdzeń przewodu lub liczba przeciętych przewodów nie przekracza 10%;
4. Nie wolno dopuścić do uszkodzenia izolacji w obszarze niepodlegającym zerwaniu.
5. W odsłoniętym obszarze nie mogą znajdować się żadne resztki izolacji.
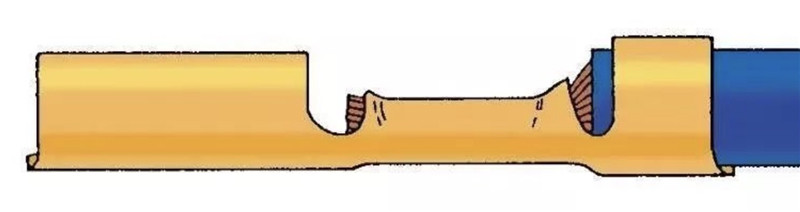
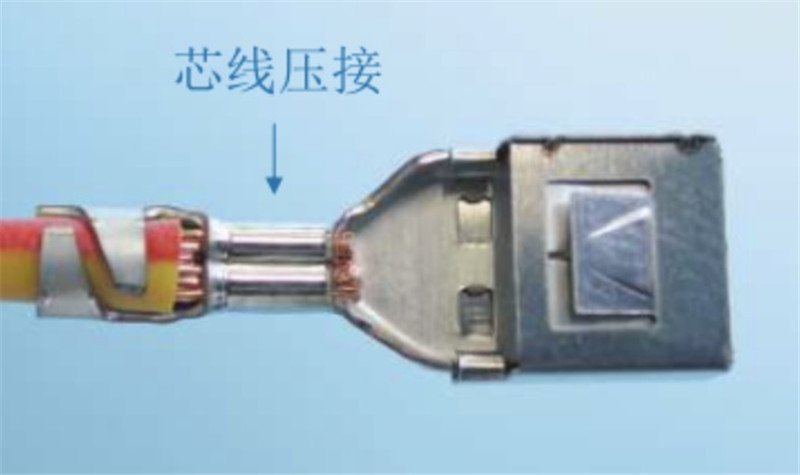
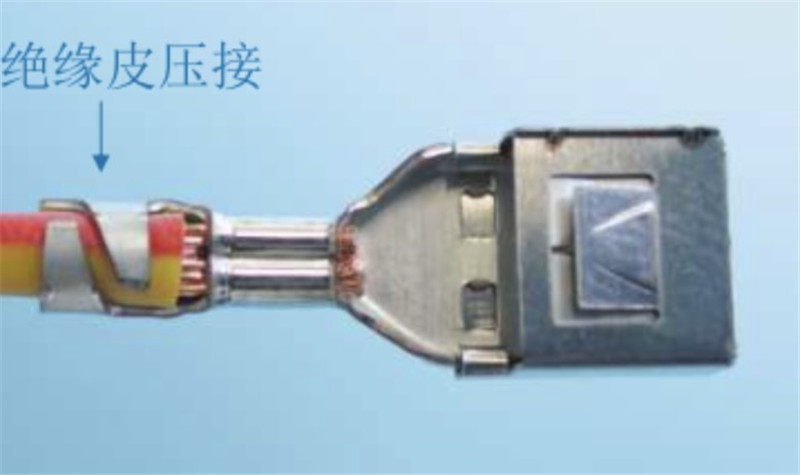
5. Zaciskanie żyły i izolacji
1. Istnieją pewne różnice pomiędzy zaciskaniem przewodu rdzeniowego a zaciskaniem izolacji:
2. Zaciskanie żyły głównej zapewnia dobre połączenie między zaciskiem a przewodem
3. Zaciskanie izolacji ma na celu zmniejszenie wpływu wibracji i ruchu na zaciskanie przewodu rdzeniowego.
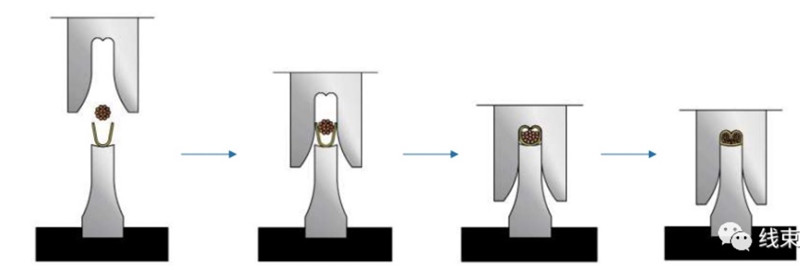
6. Proces zaciskania
1. Otwieramy narzędzie zaciskające, zacisk umieszczamy na dolnym nożu, a przewód wprowadzamy na miejsce ręcznie lub za pomocą sprzętu mechanicznego.
2. Górny nóż przesuwa się w dół, aby wcisnąć drut do lufy
3. Rurę opakowania zgina się górnym nożem, zaciska i formuje
4. Ustawiona wysokość zaciskania gwarantuje jakość zaciskania
Czas publikacji: 04.07.2023